

ĶTĶFŲĮ┼_(t©ói)╚ń║╬▀_(d©ó)ĄĮĖ▀Š½Č╚
▒Š╬─ī¦(d©Żo)ūxŻ║┤¾╝ęČ╝ų¬Ą└ĶTĶFŲĮ┼_(t©ói)Ż©ĶTĶFŲĮ░ÕŻ®Ą─Š½Č╚Ą╚╝ē(j©¬)┐╔Ęų×ķ000╝ē(j©¬)Īó00╝ē(j©¬)Īó0╝ē(j©¬)Īó1╝ē(j©¬)Īó2╝ē(j©¬)Īó3╝ē(j©¬),ĻP(gu©Īn)ė┌ĶTĶFŲĮ┼_(t©ói)Ą─Ė▀Š½Č╚╩Ū╚ń║╬▀_(d©ó)ĄĮĄ─,ŽÓą┼┤¾╝ęą─└’Č╝ėąę╗éĆ(g©©)å¢╠¢(h©żo),Ž┬├µ╬ę×ķ┤¾╝ęĮŌ╬÷ę╗Ž┬ĪŻ,






┤¾╝ęČ╝ų¬Ą└ĶTĶFŲĮ┼_(t©ói)Ż©ĶTĶFŲĮ░ÕŻ®Ą─Š½Č╚Ą╚╝ē(j©¬)┐╔Ęų×ķ0╝ē(j©¬)Īó1╝ē(j©¬)Īó2╝ē(j©¬)Īó3╝ē(j©¬)Ż¼ĻP(gu©Īn)ė┌ĶTĶFŲĮ┼_(t©ói)Ą─Ė▀Š½Č╚╩Ū╚ń║╬▀_(d©ó)ĄĮĄ─Ż¼ŽÓą┼┤¾╝ęą─└’Č╝ėąę╗éĆ(g©©)å¢╠¢(h©żo)Ż¼Ž┬├µ╬ę×ķ┤¾╝ęĮŌ╬÷ę╗Ž┬ĪŻ

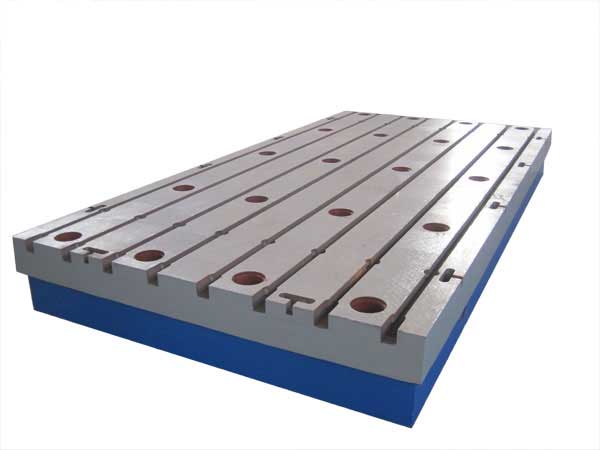
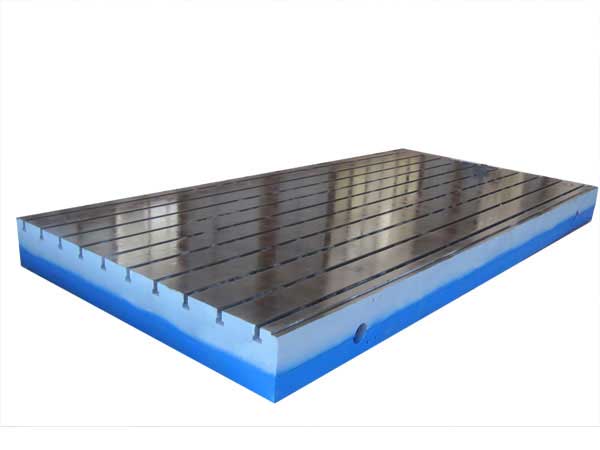
ĶTĶFŲĮ┼_(t©ói)ÅVĘ║æ¬(y©®ng)ė├ė┌ÖC(j©®)ąĄ╝ė╣żŻ¼╣żŠ▀▄ćķgŻ¼ÖC(j©®)Ż©ÖzŻ®ą▐▄ćķgŻ¼┤¾ą═įO(sh©©)éõĄūū∙ėŗ(j©¼)┴┐╝░Š½├▄Č╚╝ė╣żĄ─Öz“×(y©żn)Ż¼£y(c©©)┴┐║═čą─źŻ¼Š▀ėąŠ½┤_Ą─£y(c©©)┴┐╦«£╩(zh©│n)Ż¼Öz“×(y©żn)╣ż▓«Ą─ę╗├µČ╚Ż¼ŲĮų▒Č╚ęį╝░ĮŪČ╚Ą─╣½▓ŅųĄÖz£y(c©©)Ą╚ĪŻ╦∙ęįę╗Č©ę¬ėąŠ½£╩(zh©│n)Ą─ŲĮ├µČ╚Ż¼ę¬Žļ▀_(d©ó)ĄĮ└ĒŽļĄ─Š½£╩(zh©│n)Ą─ŲĮ├µČ╚Š═▒žĒÜŠ▀éõę╗ęįŽ┬ÄūéĆ(g©©)Śl╝■Ż║
ę╗Īó║±Č╚ę¬Ū¾Ż║ų„ę¬░³└©ĶTĶFŲĮ┼_(t©ói)╔ŽĄ─╣żū„├µ║±Č╚Ż¼é╚(c©©)ć·║±Č╚║═Ė▀Č╚Ż¼ęį╝░Ąū├µĮŅ░ÕĄ─║±Č╚ĪóĖ▀Č╚║═├▄Č╚ĪŻ
Č■Īó▓─┘|(zh©¼)ę¬Ū¾Ż║Ė▀ÅŖ(qi©óng)Č╚ĶTĶFHT200-300,ė▓Č╚:HB170-240ĪŻ
╚²Īó╚╦╣ż═╦╗Ż║į┌╗ž╗ĖGĮø(j©®ng)▀^600-700Č╚Ė▀£ž═╦╗Ģr(sh©¬)ą¦╠Ä└ĒĪŻ
╦─Īó╔│č█┼cÜŌ┐ūŻ║0╝ē(j©¬)┼c1╝ē(j©¬)ŲĮ┼_(t©ói)▓╗į╩įSėąÜŌ┐ū┼c╔│č█Ż¼2╝ē(j©¬)║═3╝ē(j©¬)┐╔ęįė├┼cŲĮ┼_(t©ói)═¼▓─┘|(zh©¼)╣╠¾w╠Ņ│õÜŌ┐ū╔│č█ĪŻūóęŌŻ║╠Ņ│õ╬’Ą─Ą─ė▓Č╚ę╗ȩꬥ═ė┌ŲĮ┼_(t©ói)▒Š╔ĒĄ─ė▓Č╚ĪŻ
╬ÕĪóńP╣╬╣ż╦ćŻ║╚╦╣żńP╣╬į┌ĶTĶFŲĮ┼_(t©ói)╝ė╣ż▀^│╠ųą╩ŪūŅųžę¬Ą─╣ż╦ćŻ¼╦³øQČ©┴╦ĶTĶFŲĮ┼_(t©ói)Ą─ŲĮ├µČ╚š`▓Ņ┤¾ąĪŻ¼ęį╝░╣żū„├µĄ─┐╔Įėė|³c(di©Żn)öĄ(sh©┤)ĪŻĶTĶFŲĮ┼_(t©ói)į┌ĶTįņ│╔ą═║¾Ż¼Įø(j©®ng)¤ß╠Ä└Ē║═ÖC(j©®)┤▓┤ų╝ė╣żŠ═▀M(j©¼n)╚ļ┴╦ūŅ×ķĻP(gu©Īn)Į©Ą─╣╬čąļAČ╬Ż¼▀@ę▓╩ŪĶTĶFŲĮ░ÕŠ½Č╚Ė▀Ą─įŁę“ĪŻį┌╣╬čą╚½▀^│╠ųąŻ¼ę╗░ŃČ╝ę¬Įø(j©®ng)Üv┤ų╣╬Īó╝Ü(x©¼)╣╬ĪóŠ½╣╬3éĆ(g©©)ļAČ╬ĪŻ
┤ų╣╬ļAČ╬Ż║┤ų╣╬Ą─╩ūę¬╚╬äš(w©┤)æ¬(y©®ng)Ž╚ĮŌøQą╬╬╗š`▓Ņå¢Ņ}ĪŻ┤ų╣╬ĄČ█Eę¬īÆ┤¾Īóę¬┤¾ĄČķ¤Ė½Ąž▀M(j©¼n)ąąĪŻī”(du©¼)├┐éĆ(g©©)³c(di©Żn)ų╗╣╬ę╗┤╬▓╗╣╬Ą┌Č■┤╬ĪŻĄČ█EĘĮŽ“╩Ū═¼ĘĮŽ“Ēś┤╬┼┼┴ąŻ¼├┐▌åūāōQę╗┤╬ĪŻĮø(j©®ng)▀^Ę┤Å═(f©┤)裣h(hu©ón)▓╗öÓ╣╬蹯¼║┌³c(di©Żn)ė╔ŽĪ╔┘ūā│Ē├▄Ż¼ė╔▓╗Š∙ä“Ęų▓╝ų┴Š∙ä“Ęų▓╝Ż¼«ö(d©Īng)╚╬ęŌ╣╬ĘĮ(25mm×25mm)▀_(d©ó)ĄĮ4Ī½6³c(di©Żn)Ģr(sh©¬)Ż¼▒Ē├µ┤ų▓┌Č╚▀_(d©ó)ĄĮRa2.5Ī½Ra3.2Ģr(sh©¬)╝┤Ėµ┤ų╣╬ļAČ╬ųąų╣ĪŻ
╝Ü(x©¼)╣╬ļAČ╬Ż║╝Ü(x©¼)╣╬į┌┤ų╣╬╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąąĪŻ╝Ü(x©¼)╣╬Ą─╚╬äš(w©┤)ų„ę¬ĮŌøQ▒Ē├µ┘|(zh©¼)┴┐å¢Ņ}Ż¼╝┤Įėė|Š½Č╚ĪóÄū║╬Š½Č╚(ŲĮ├µČ╚▀_(d©ó)ĄĮ0.01mm/500mm2)Īó▒Ē├µ┤ų▓┌Č╚(Ra1.6Ī½Ra3.2)Ż¼═¼Ģr(sh©¬)▀Ćę¬╝µŅÖĄĮą╬╬╗š`▓ŅĪŻ
Š½╣╬ļAČ╬Ż║Š½╣╬╩Ūį┌╝Ü(x©¼)╣╬╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąąĄ─Ż¼Š½╣╬Ą─╚╬äš(w©┤)╩Ū▀M(j©¼n)ąą╠ßĖ▀╣╬čą▒Ē├µ┘|(zh©¼)┴┐Ż¼╝µŅÖĪó║╦Č©ą╬╬╗š`▓ŅĪŻ«ö(d©Īng)║┌³c(di©Żn)į÷╝ėĄĮ├┐╚╬ęŌĘĮ20Ī½25³c(di©Żn)Ģr(sh©¬)Ż¼╝┤Š½╣╬ĮY(ji©”)╩°Ż¼ŲõĶTĶFŲĮ░ÕŲĮ├µČ╚æ¬(y©®ng)×ķ0.01mm/500mm2ęįŽ┬Ż¼▒Ē├µ┤ų▓┌Č╚×ķRaŻ░.ŻĖĪ½RaŻ▒.ŻČĪŻĶTĶFŲĮ┼_(t©ói)Ą─Ė▀Š½Č╚Š═╩Ū▀@śė▀_(d©ó)ĄĮĄ─ĪŻ
┴∙ĪóŪÕ╔░┼c═┐Ų߯║ŲĮ┼_(t©ói)Ąū├µŪÕ╔░ę¬ÅžĄūŻ¼Ė╔ā¶ŪęćŖ═┐╝t╔½Ę└õPŲßĪŻé╚(c©©)├µę¬ŲĮš¹║¾į┘═┐Ų߯¼ę╗░Ń═┐╗@Ųß╗“ŠGŲßĪŻ
Ų▀Īó░³čbę¬Ū¾Ż║ų„ę¬╩Ū─Š┘|(zh©¼)░³čbŻ¼▒M┴┐▀xė├║±┘|(zh©¼)─Š▓─Ė▓╔wŲĮ┼_(t©ói)╔Ž╣żū„├µŻ¼▒žę¬Ģr(sh©¬)ū÷╚½ĘŌķ]░³čbĪŻ░³čbŪ░ŲĮ┼_(t©ói)╣żū„├µĘ└õP┤ļ╩®ę╗Č©ę¬ū÷║├ĪŻ
░╦Īó▀\(y©┤n)▌öę¬Ū¾Īóį┌ŲĮ┼_(t©ói)čb▄ć║¾Ż¼Öz▓ķ╩Ūʱėąæę┐šŻ¼╚ńėąæę┐šę¬ē|īŹ(sh©¬)Ż¼▒▄├Ōš±äė(d©░ng)ĪŻŲĮ┼_(t©ói)▓╗ę¬▐¹Ę┼▀^Ė▀ęį├ŌöDē║ūāą╬ĪŻ
Š┼Īó ┼õ╝■▀xō±Ż║ų„ę¬╩Ūų¦╝▄▀xō±Ż¼ų¦╝▄ė├▓─×ķ▒┌║±1.5-2mmĄ─ĘĮõō║═ĮŪĶFŻ¼║ĖĮė├▄Č╚║═ĮY(ji©”)śŗ(g©░u)ę¬║Ž└ĒŻ¼š{(di©żo)╣Ø(ji©”)┬▌╦©ę¬ą²▐D(zhu©Żn)═©Ģ│ĪŻ
╩«Īó░▓čbš{(di©żo)įćŻ║ę╗░ŃŽ╚ė├ė├┐“╩Į╦«ŲĮāxš{(di©żo)ŲĮŻ¼į┌ė├╣ŌīW(xu©”)║ŽŽ±╦«ŲĮāx╗“ļŖūė║ŽŽ±╦«ŲĮāxį┘▀M(j©¼n)ąąę╗┤╬ŲĮ├µČ╚š`▓Ņ£y(c©©)┴┐Ż¼╚ńėąå¢Ņ}┐╔ę¬Ū¾ŲĮ┼_(t©ói)╔·«a(ch©Żn)╔╠üĒ¼F(xi©żn)ł÷(ch©Żng)ńP╣╬ą▐Å═(f©┤)ĪŻ
╩«ę╗Īóš²┤_╩╣ė├Ż║ĶTĶFŲĮ┼_(t©ói)į┌š{(di©żo)įć═Ļ│╔║¾╝┤┐╔╩╣ė├Ż¼╩ę£ž┐žųŲį┌20±5Īµ╩╣,į┌┼_(t©ói)├µ╔ŽÖz£y(c©©)╣ż╝■ę¬▌pĘ┼▌p┼▓Ż¼▓╗ę¬╝»ųą╩╣ė├ę╗éĆ(g©©)ģ^(q©▒)ė“Ż¼▒M┴┐Š∙ä“╩╣ė├š¹éĆ(g©©)ĶTĶFŲĮ┼_(t©ói)Ą─ėąą¦├µĘeĪŻ
Ž┬ę╗Ų¬╬─š┬Ż║ĶTĶFŲĮ┼_(t©ói)Ą╚╝ē(j©¬)╩Ūį§├┤ėŗ(j©¼)╦ŃĄ─..ĪŠ2018/3/5Ī┐