

ī”ŲĮ░ÕÖzČ©ųąįuČ©╣╬čąĮėė|░▀³cĄ─╠Įėæ
▒Š╬─ī¦(d©Żo)ūxŻ║





ę╗Īóī”ŲĮ░ÕÖzČ©ųąįuČ©╣╬čąĮėė|░▀³cĄ─╠Įėæ
ĪĪĪĪŲĮ░Õ╩ŪÅVĘ║Š═ė├ė┌ÖCąĄąąśI(y©©)Š½├▄£yįćĪóÖz“×ĪóäØŠĆĄ─ųžę¬╣żŠ▀ĪŻ×ķčėķLŲĮ░ÕĄ─╩╣ė├ē█├³Ż¼▒ŻūC╩╣ė├Š½Č╚Ż¼╣╬čąĮėė|░▀³c┘|(zh©¼)┴┐╩ŪĶTĶFŲĮ░ÕĄ─ę╗ĒŚųžę¬╝╝ąg(sh©┤)ųĖś╦(bi©Īo)ĪŻ
ĪĪĪĪ─┐Ū░Ż¼ī”╣╬čąĮėė|░▀³cĄ─įuČ©šJ(r©©n)×ķŻ║ę╗╩ŪÖz▓ķŲĮ░Õ╣żū„▒Ē├µĄ─╬óė^┘|(zh©¼)┴┐╝┤╬óąĪĘÕ╣╚Ą─ŲĮ├µČ╚Ż¼▒Ē├µ╬óė^┘|(zh©¼)┴┐Ė▀Ż¼─═─źąį║├Ż¼▓┼─▄▒ŻūCŲĮ░ÕĄ─╩╣ė├ē█├³ĪŻČ■╩ŪĘ└ų╣ŲĮ░Õ╣żū„▒Ē├µėąąĪĘČć·Ą─Šų▓┐╗¹ūāŻ¼üĒ▒ŻūCŲĮ░ÕĄ─╩╣ė├Š½Č╚ĪŻJJG 117-91ŲĮ░ÕÖzČ©ęÄ(gu©®)│╠ī”╣╬čąĮėė|░▀³cę¬Ū¾ęŖŽ┬▒ĒŻ║
ĪĪĪĪJJG 117-91ŲĮ░ÕÖzČ©ęÄ(gu©®)│╠ī”╣╬čąĮėė|░▀³cę¬Ū¾ĪĪĪĪ
| ╝ēäe | 00╝ēĪó0╝ē | 1╝ē | 2╝ē |
| ĪĪĪĪĪĪ | ╣╬ųŲŲĮ░ÕĄ─Įėė|░▀³cŻ©25Ī┴25║┴├ūŻ® | ||
| ░▀³cöĄ(sh©┤) | Ī▌25 | Ī▌20 | Ī▌12 |
| ūŅČÓ┼cūŅ╔┘░▀³cöĄ(sh©┤)ų«▓Ņ | ▓╗┤¾ė┌5éĆ³c | ||
ĪĪĪĪ╔Ž▒Ēī”Įėė|░▀³cĄ─├µĘeŻ©å╬³c├µĘeĪóå╬╬╗├µĘeā╚(n©©i)Ą─Įėė|├µĘeŻ®Īó╣╬čą╔ŅČ╚Š∙╬┤ū„│÷Š▀¾węÄ(gu©®)Č©Ż¼ī¦(d©Żo)ų┬┴╦ī”įuČ©╣╬čąĮėė|░▀³cĄ─▓╗═¼ęŖĮŌĪŻ
ĪĪĪĪ║Ž└ĒĄ─ŲĮ░Õ╣╬čąĮėė|░▀³c┐╔ęįčėķLŲĮ░ÕĄ─╩╣ė├ē█├³Ż¼▒Š╬─Š═ī”┤╦▀M(j©¼n)ąąęįŽ┬╠ĮėæŻ║
ĪĪĪĪę╗Īó─ź▓┴ī”╣╬čąĮėė|░▀³cĄ──źōp╦┘Č╚ė░ĒæĪŻ
ĪĪĪĪė╔ė┌╣╠¾w▒Ē├µ▌^┤ų▓┌Ż¼ā╔╬’¾w▒Ē├µ┐é╩Ūį┌éĆäe³c╔Ž░l(f©Ī)╔·Įėė|Ż¼ę“┤╦Ż¼īŹļHĮėė|├µĘe▒╚└ĒšōĮėė|├µĘeꬹĪĄ├ČÓĪŻę“×ķīŹļHĮėė|├µąĪŻ¼╦∙ęį╝┤╩╣į┌žō(f©┤)║╔║▄ąĪĄ─ŪķørŽ┬Ż¼ę▓Ģ■«a(ch©Żn)╔·║▄┤¾Ą─å╬╬╗ē║┴”ĪŻė╔ė┌▒Ē├µ┤ų▓┌Č╚▓╗═¼Ż¼į┌å╬╬╗ē║┴”ū„ė├Ž┬Ż¼Įėė|├µĄ──źōpę▓ļS─ź▓┴┴”Ą─▓╗═¼Č°▓╗═¼ĪŻ
ĪĪĪĪį┌å╬╬╗ē║┴”ū„ė├Ž┬Ż¼ųžÅ═(f©┤)─ź▓┴Īó─źōpļSĢrķgĄ─ūā╗»Ū·ŠĆ╚ńŽ┬łDŻ║
 ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ Ū·ŠĆ╦∙▒Ē╩ŠĄ─į┌│§Ų┌─źōp┴┐┤¾Ż¼▀@╩Ūė╔ė┌─źōp├µ▓╗ŲĮ╗¼Ż¼īŹļHĮėė|├µĘeąĪŻ¼▒╚ē║┤¾╦∙įņ│╔Ą─ĪŻī”ė┌ŲĮ░ÕüĒšfŻ¼╩╣ė├ųąŲĮ░Õ╣╬čąĮėė|░▀³c╩╝ĮK╠Äė┌│§Ų┌─źōpļAČ╬Ż¼▀@╩Ūįņ│╔╣╬čąĮėė|░▀³c─źōpų„ę¬įŁę“ų«ę╗ĪŻĖ∙ō■(j©┤)─ź▓┴╦┘Č╚ĪóĮėė|ē║┴”─źōpŪ·ŠĆŻ©Ž┬łDŻ®┐╔ęį┐┤│÷Ż¼─źōp╦┘Č╚v=0.3Ī½0.5m/sĄ─ĀŅæB(t©żi)Ž┬Ż¼─źōp┴┐****Ż¼▀@ę╗Č╬ĘQ×ķš│ų°─źōpĪŻŲĮ░ÕĄ─╩╣ė├ĀŅæB(t©żi)Ž┬Ż¼╣ż╝■į┌ŲĮ░Õ╔ŽęŲäė╦┘Č╚ę▓š²╩Ūį┌▀@ę╗ļAČ╬╔Ž▀M(j©¼n)ąą╣żū„Ą─Ż¼▀@╩Ūįņ│╔╣╬čąĮėė|░▀³c─źōpĄ─įŁę“ų«Č■ĪŻ
 ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ┴Ē═ŌŻ¼ŲĮ░Õ▓─┴ŽĪóė▓Č╚ĪóŁh(hu©ón)Š│ęį╝░ŠSūo(h©┤)Īó▒ŻB(y©Żng)Ą╚ę“╦žę▓Ģ■ī”╣╬čąĮėė|░▀³cĄ──źōp«a(ch©Żn)╔·▓╗═¼ė░ĒæĪŻ×ķ┴╦蹊┐▓╗═¼Ą─╣╬čą╔ŅČ╚Ż¼▓╗═¼Įėė|├µĘe┤_ŪąĄ──źōpĀŅørŻ¼▒Š╬─ęį│Żė├Ą─įć“×ĘĮĘ©Ż¼ęį╝░╩š╝»Ą─┘Y┴Ž╝ėęįĘų╬÷╠ĮėæĪŻ
Č■Īó╣╬čą╔ŅČ╚Īó╣╬čąĮėė|░▀³c├µĘeĄ─£yČ©┼cįu░ÕĄ─╩╣ė├ē█├³Ęų╬÷
ĪĪĪĪŽ┬▒Ē╩Ūī”│ŻęŖĄ─║ė▒▒▓┤Ņ^ŲĮ░Õ║══▀Ę┐ĄĻŲĮ░ÕĄ─£yįćöĄ(sh©┤)ō■(j©┤)Ż║
| £y ³c ╠¢ |
╣╬čą╔ŅČ╚Ż©”╠mŻ® | £y ³c ╠¢ |
╣╬čą╔ŅČ╚Ż©”╠mŻ® | £y ³c ╠¢ |
╣╬čą╔ŅČ╚Ż©”╠mŻ® | £y ³c ╠¢ |
╣╬čą╔ŅČ╚Ż©”╠mŻ® | £y ³c ╠¢ |
╣╬čą╔ŅČ╚Ż©”╠mŻ® | |||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | |||||
| 1
2 3 4 5 6 7 8 9 10 |
ĪĪ
35 42 31 37 36 25 36 38 35 36 ĪĪ |
ĪĪ
5 8 10 7 5 7 8 11 8 7 ĪĪ |
11
12 13 14 15 16 17 18 19 20 |
31
33 46 42 20 52 35 24 31 47 |
8
11 9 6 4 8 10 12 11 10 |
21
22 23 24 25 26 27 28 29 30 |
39
49 48 31 41 26 32 32 56 38 |
9
11 10 13 12 9 10 10 10 11 |
31
32 33 34 35 36 37 38 39 40 |
37
26 24 34 54 36 41 36 35 54 |
8
10 7 8 10 12 11 11 10 11 |
41
42 43 44 45 46 47 48 49 50 |
50
37 42 45 57 37 32 34 39 37 |
13
10 8 7 5 8 6 9 11 8 |
1╠¢ŲĮ░ÕĮėė|░▀³c25Ī½27Ż¼Įėė|├µĘe×ķ20%ū¾ėęŻ╗2╠¢ŲĮ░ÕĮėė|░▀³c25Ī½29Ż¼Įėė|├µĘe×ķ10%ū¾ėęĪŻ
ĪĪĪĪī”20ēKŲĮ░Õ╦∙ū÷Ą──źōpŪķørš{(di©żo)▓ķĮY(ji©”)╣¹×ķŻ║2ēK║ė▒▒▓┤Ņ^ŲĮ░ÕŻ¼ę╗ēK╩╣ė├į┌5─Ļęį╔ŽŻ¼╚įį┌š²│Ż╩╣ė├Ż╗┴Ēę╗ī¦(d©Żo)¾w╩╣ė├ę▓į┌5─Ļęį╔ŽŻ¼ė╔ė┌▒Ż╣▄▓╗╔ŲŻ¼įņ│╔õP╬g▀M(j©¼n)ąą┴╦ą▐Å═(f©┤)ĪŻŲõėÓ18ēK═▀Ę┐ĄĻ╣╬蹥─ŲĮ░ÕŻ¼╩╣ė├ĢrķgŠ∙×ķ1─ĻŻ¼Įø(j©®ng)ÖzČ©Ż¼10ēK─źōpć└(y©ón)ųžęčĮø(j©®ng)▓╗║ŽĖ±Ż¼ąĶę¬ųžą┬ą▐Å═(f©┤)Ż╗8ēK╚į┐╔╩╣ė├Ż¼Ą½ęč│÷ę╗▓┐Ęų░▀³c▀BŲ¼¼F(xi©żn)Ž¾ĪŻ
ĪĪĪĪī”╣╬čą╔ŅČ╚ū„ę╗║åå╬╠Ä└Ē╚ĪŲõŲĮŠ∙ųĄŻ¼1╠¢ŲĮ░Õ╣╬čą╔ŅČ╚×ķ37.36╬ó├ūŻ¼2╠¢ŲĮ░Õ╣╬čą╔ŅČ╚×ķ9.06╬ó├ūŻ¼Č■š▀ŽÓ▓Ņ3▒Čų«ČÓĪŻĖ∙ō■(j©┤)─ź▓┴Ū·ŠĆōp┴┐┼c─ź▓┴?x©¬)rķgĄ─ĻP(gu©Īn)ŽĄŻ¼ŲĮ░Õ╩╣ė├╩╝ĮK╠Äė┌│§Ų┌─źōpļAČ╬Ż¼Ū·ŠĆ│╩ŠĆąįŻ¼─źōp┴┐┼c─ź▓┴?x©¬)rķg│╔š²▒╚ĪŻė╔ė┌ŲĮ░Õ─źōpŪķørĄ─š{(di©żo)▓ķ┐╔ų¬Ż¼║ė▒▒▓┤Ņ^ŲĮ░Õ╩╣ė├ē█├³×ķ═▀Ę┐ĄĻŲĮ░ÕĄ─5▒ČĪŻ’@Č°ęūęŖŻ¼╣╬čą╔ŅČ╚ī”ŲĮ░Õ╩╣ė├ē█├³Ą─ė░Ēæ╩Ū▓╗┐╔║÷┬įĄ─ĪŻJJG 117-91ŲĮ░ÕÖzČ©ęÄ(gu©®)│╠ī”╣╬čą╔ŅČ╚ø]ėąū÷│÷ęÄ(gu©®)Č©Ż¼▀@¤oę╔╩Ūę╗ĘN╚▒Ž▌ĪŻ
ĪĪĪĪÅ─ęį╔Ž£yįćĮY(ji©”)╣¹▀Ć┐╔ęį┐┤│÷Ż¼Č■š▀Įėė|░▀³c┤¾ų┬ŽÓ═¼Ż¼Ą½╦∙£yĮėė|├µĘeĘųäe×ķ20%║═10%Ż¼æę╩Ō╩ŪĘŪ│Ż┤¾Ą─ĪŻÅ─╩╣ė├Ą─ĮŪČ╚ųvŻ¼į┌▓╗ų┬ę²Ų╣ż╝■┼cŲĮ░Õ░l(f©Ī)╔·čą║ŽĄ─ŪķørŽ┬Ż¼▒M┐╔─▄╠ßĖ▀Įėė|├µĘeŻ¼┐╔╠ßĖ▀ŲĮ░ÕĄ─╩╣ė├ē█├³ĪŻJJG 117-91ŲĮ░ÕÖzČ©ęÄ(gu©®)│╠ę▓╬┤ī”┤╦ĒŚėĶęį▀m«ö(d©Īng)Ž▐ųŲĪŻ
ĪĪĪĪ×ķ┴╦╠ßĖ▀ŲĮ░ÕĄ─╩╣ė├ē█├³Ż¼▒ŻūCŲõ╣żū„Š½Č╚Ż¼Į©ūhī”╣╬čą╔ŅČ╚╗“┐žųŲį┌0.02mmęį╔ŽŻ¼▀@śė┐╔▒ŻūCŲĮ░Õėą▌^ķLĄ─╩╣ė├ē█├³║═ÖzČ©ų▄Ų┌ĪŻĖ∙ō■(j©┤)ėąĻP(gu©Īn)┘Y┴Žī”╣╬čą╔ŅČ╚ĮķĮBęį╝░╣╬čą╔ŅČ╚£yĄ├öĄ(sh©┤)ō■(j©┤)Ż¼┤╦╣ż╦ć╝ė╣żę¬Ū¾╩Ū┐╔ęį▀_(d©ó)ĄĮĄ─ĪŻ
ĪĪĪĪī”Įėė|░▀³c├µĘeĄ─┐žųŲŻ¼ėóć°ŲĮ░Õ║═ŲĮ┼_ś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)ĘČųąęÄ(gu©®)Č©Ż¼ī”ė┌AA╝ēŻ©ŽÓ«ö(d©Īng)ė┌JJG 117-91ęÄ(gu©®)│╠0╝ēŻ®ĪóA╝ēŻ©ŽÓ«ö(d©Īng)ė┌JJG 117-91ęÄ(gu©®)│╠1╝ēŻ®ŲĮ░ÕĄ─ų¦│ą¼F(xi©żn)Ęe▒╚└²▓╗Ą═ė┌20%Ż¼ī”B╝ēŻ©ŽÓ«ö(d©Īng)ė┌JJG 117-91ęÄ(gu©®)│╠2╝ēŻ®ŲĮ░Õų¦│ą├µĘe▒╚└²▓╗Ą═ė┌10%ĪŻĖ▀³cæ¬(y©®ng)«ö(d©Īng)Š∙ä“Ęų▓╝Ż¼▓óŪęų¦│ą├µĘeĄ─▒╚└²öĄ(sh©┤)▓╗æ¬(y©®ng)Ė▀ĄĮ╩╣╣ż╝■ę²Ųš│║ŽĄ─│╠Č╚ĪŻ▀@ę╗ęÄ(gu©®)Č©╝┤▒ŻūC┴╦ŲĮ░ÕĄ─╩╣ė├Š½Č╚Ż¼ėų╝µŅÖ┴╦ŲĮ░ÕĄ─╩╣ė├ē█├³Ż¼╩Ū┐╔ęįĮĶĶbĄ─ĪŻ
Č■Īó│Żė├▓─┴ŽśOŽ▐ÅŖČ╚
| ▓─┴Ž├¹ | └Łē║ ŲŻä┌śOŽ▐ |
ÅØŪ· ŲŻä┌śOŽ▐ |
┼ż▐D(zhu©Żn) ŲŻä┌śOŽ▐ |
└Łē║├}äė ŲŻä┌śOŽ▐ |
ÅØŪ·├}äė ŲŻä┌śOŽ▐ |
┼ż▐D(zhu©Żn)├}äė ŲŻä┌śOŽ▐ |
| ĮY(ji©”)śŗ(g©░u)õō ĶTĶF õX║ŽĮ ĮY(ji©”)śŗ(g©░u)õō ĶTĶF õX║ŽĮ |
Īų0.3”ęb Īų0.225”ęb Īų”ęb/6+73.5MPa Īų0.3”ęb Īų0.225”ęb Īų”ęb/6+73.5MPa |
Īų0.43”ęb Īų0.45”ęb Īų”ęb/6+73.5MPa Īų0.43”ęb Īų0.45”ęb Īų”ęb/6+73.5MPa |
Īų0.25”ęb Īų0.36”ęb Īų(0.55Ī½0.58)”ę-1 Īų0.25”ęb Īų0.36”ęb Īų(0.55Ī½0.58)”ę-1 |
Īų1.42”ę-1l Īų1.42”ę-1l Īų1.5”ę-1l Īų1.42”ę-1l Īų1.42”ę-1l Īų1.5”ę-1l |
Īų1.33”ę-1 Īų1.35”ę-1 -- Īų1.33”ę-1 Īų1.35”ę-1 -- |
Īų1.5”ė-1 Īų1.35”ė-1 -- Īų1.5”ė-1 Īų1.35”ė-1 -- |
šłį┌╣╚ĖĶ╦č╦„ųą╦č╦„Ż║Į©ą┬Öz“×ŲĮ┼_.Į©ą┬äØŠĆŲĮ┼_.Į©ą┬║ĖĮėŲĮ┼_.Į©ą┬╣╬čąŲĮ┼_ĪŻ
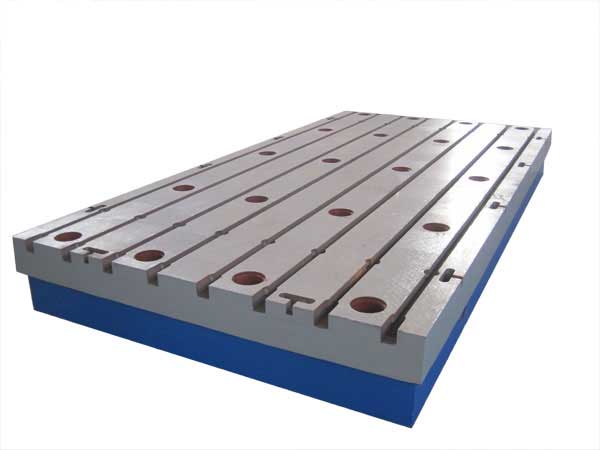
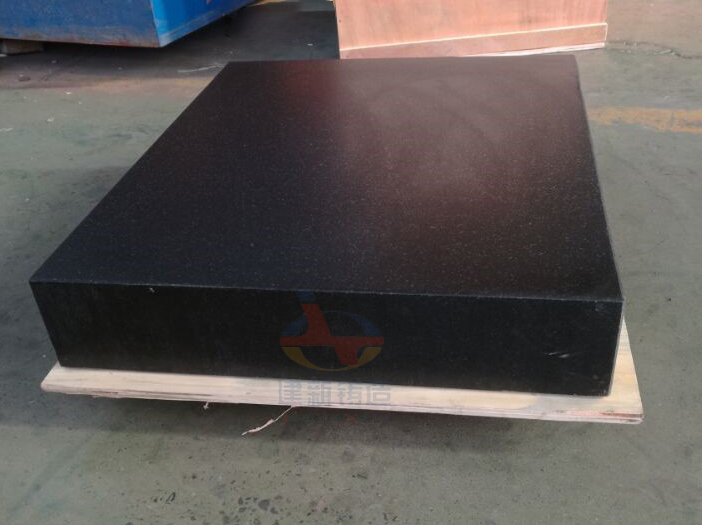
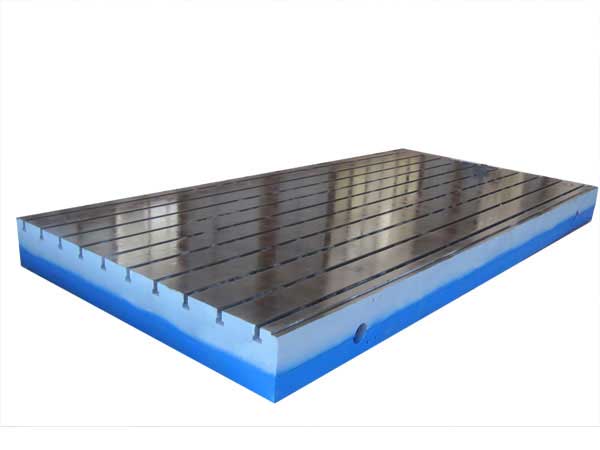
╣½╦Š┴┐Š▀«a(ch©Żn)ŲĘŻ║ĶTĶFŲĮ░ÕĪó╗∙ĄA(ch©│)ŲĮ░ÕĪóäØŠĆŲĮ░ÕĪóÖz“×ŲĮ░ÕĪóŃT║ĖŲĮ░ÕĪó║ĖĮėŲĮ░ÕĪó╗╣żŲĮ░ÕĪóŃQ╣żŲĮ░ÕĪóčą─źŲĮ░ÕĪó╣╬ŲĮ░ÕĪóē║╔│ŲĮ░ÕĪóįć“×ŲĮ░ÕĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦(bi©Īo)ŲĮ░ÕĪó─ŻŠ▀ē|░ÕĪóŲ┤čbŲĮ░ÕŻ©ę▓Įąčb┼õŲĮ░ÕŻ®ĪŻ
╗“Ż║ĶTĶFŲĮ┼_Īó╗∙ĄA(ch©│)ŲĮ┼_ĪóäØŠĆŲĮ┼_ĪóÖz“×ŲĮ┼_ĪóŃT║ĖŲĮ┼_Īó║ĖĮėŲĮ┼_Īó╗╣żŲĮ┼_ĪóŃQ╣żŲĮ┼_Īóčą─źŲĮ┼_Īó╣╬ŲĮ┼_Īóē║╔│ŲĮ┼_Īóįć“×╣żū„┼_Ż©╚ńŻ║š±äėįć“×╣żū„┼_║åĘQš±äėįć“×┼_Ż®ĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦(bi©Īo)ŲĮ┼_Īó─ŻŠ▀╣żū„┼_ĪóŲ┤čbŲĮ┼_Ż©ę▓Įąčb┼õŲĮ┼_Ż®ĪŻ
ÜgėŁüĒ╬ę╣½╦Š┐╝▓ņū╔įāĪŻĮ©ą┬┴┐Š▀Ż©www.kang-he.com.cnŻ®Ż¼ÜgėŁ─·ŻĪ
Ž┬ę╗Ų¬╬─š┬Ż║ĶTĶFŲĮ┼_ĮķĮB..ĪŠ2008/11/21Ī┐